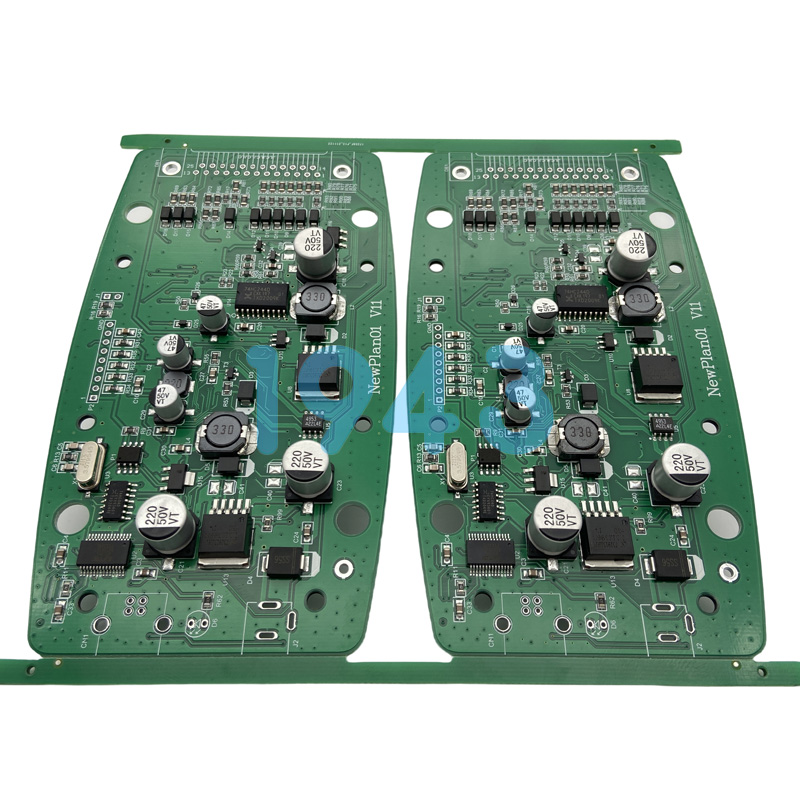
在SMT貼片加工領域,物料檢驗是產(chǎn)品質量控制的第一道防線。據(jù)統(tǒng)計,超過60%的PCBA質量問題源于元器件來料缺陷。通過建立嚴格的物料檢驗標準,可以有效從源頭杜絕質量問題,提升產(chǎn)品良率與可靠性。
1943科技將詳細介紹SMT貼片加工廠物料檢驗的全流程,分享如何通過精細化、標準化的物料管控體系,確保最終PCBA產(chǎn)品的卓越品質。
01 物料檢驗的重要性:品質管控的源頭基礎
SMT貼片加工的質量控制是一個系統(tǒng)工程,而物料檢驗作為這個系統(tǒng)的入口環(huán)節(jié),直接決定了后續(xù)生產(chǎn)過程的順暢度和最終產(chǎn)品的可靠性。當前,電子元器件日益微型化,對元件質量的要求達到了前所未有的高度。
任何不合格的元件一旦進入生產(chǎn)線,都可能導致焊點虛接、短路、功能失效等嚴重問題。更嚴峻的是,來料質量問題在生產(chǎn)過程中往往具有“隱蔽性”和“傳遞性”,可能直到產(chǎn)品老化測試甚至終端用戶使用階段才顯現(xiàn),造成更大的售后損失。
建立完善的物料檢驗體系,不僅能有效降低返工成本,縮短交付周期,更能顯著提升市場競爭力,為客戶提供可靠的質量保障。

02 來料檢驗標準:精細化把控元器件入廠關
來料檢驗是物料進入SMT貼片加工車間的首道關卡,需要對元器件進行全面而細致的檢查,確保其符合生產(chǎn)工藝要求。
包裝與標識檢查
- 包裝完整性:檢查元件包裝是否完好無損,無破損、變形或受潮跡象。防靜電包裝材料應符合ESD防護要求,防止靜電放電損壞敏感元件。對于濕度敏感元件(MSL等級≥2),需確認包裝內(nèi)的干燥劑和濕度指示卡狀態(tài)正常。
- 標識清晰度:核對包裝上的標簽信息是否完整準確,包括元件型號、規(guī)格、數(shù)量、生產(chǎn)日期、批次號、供應商代碼等。標識模糊或缺失的元件不得接收入庫。
- 防混料措施:不同型號、規(guī)格的元件應分開包裝,避免混淆。對于外觀相似的元件,需采用分區(qū)存放或顏色標記等方式進行區(qū)分。
外觀檢查
在放大鏡或體視顯微鏡下,對元件進行逐項外觀檢查,重點觀察以下方面:
- 引腳是否平整、無彎曲變形,鍍層是否均勻光亮,無氧化現(xiàn)象
- 元件本體是否有裂紋、缺口、毛刺等機械損傷
- 絲印標識是否清晰完整,字符、圖形符合設計要求
- 對于有極性的元件,檢查極性標記是否正確明顯
尺寸與電氣性能驗證
- 尺寸測量:使用精密量具測量元件的關鍵尺寸,包括長度、寬度、厚度、引腳間距等。測量結果需與數(shù)據(jù)手冊中的公差范圍進行比對,超出公差的元件視為不合格。
- 電氣性能測試:使用數(shù)字萬用表、LCR測試儀等設備測量電阻器的阻值、電容器的容值、電感器的電感量等參數(shù),并與標稱值進行比對。允許誤差范圍應符合相應精度等級要求。
可焊性測試
可焊性直接影響焊接質量,可通過潤濕平衡試驗或模擬焊接試驗進行評估。良好的可焊性表現(xiàn)為焊料快速鋪展并形成光滑的彎月面,無珠狀收縮或不潤濕現(xiàn)象。

03 IQC進料檢驗流程:標準化作業(yè)確保檢驗一致性
IQC(來料質量控制)是SMT貼片加工中物料檢驗的核心環(huán)節(jié),需要嚴格執(zhí)行標準化流程,確保檢驗的一致性和準確性。
缺陷等級定義
IQC檢驗首先需要明確缺陷等級定義,為質量判斷提供統(tǒng)一標準:
- CR(致命缺陷):可能導致人身傷害或違反法律法規(guī)的缺陷
- MA(主要缺陷):產(chǎn)品特征不符合規(guī)定要求或存在嚴重外觀缺陷
- MI(輕微缺陷):不影響產(chǎn)品功能和適用性的一般外觀缺陷
分類檢驗要點
針對不同元器件類型,IQC檢驗的關注點各有側重:
- PCB檢驗:檢查型號與BOM需求是否一致,焊盤是否氧化變色,綠油是否完好,印字是否清楚,板面是否平整
- 電阻/電容/電感:檢驗規(guī)格尺寸、參數(shù)值(阻值/容值/感值)是否與BOM表一致,焊端是否氧化,本體是否破損
- IC、BGA類元件:檢查規(guī)格尺寸、標識是否正確,引腳、焊球是否氧化,引腳是否變形
- 連接器、按鈕等:檢驗規(guī)格尺寸是否符合要求,焊端是否氧化,耐溫是否達到回流焊要求

04 專業(yè)化檢測設備與應用:科技賦能精準質檢
現(xiàn)代SMT貼片加工廠物料檢驗依托一系列專業(yè)檢測設備,實現(xiàn)對人眼難以識別的缺陷進行精準篩查。
- AOI(自動光學檢測):利用高分辨率相機采集圖像,通過先進的圖像處理算法,對元件外觀、貼裝位置和焊點質量進行全面評估。能夠精準識別元件偏移、漏貼、錯件等問題。
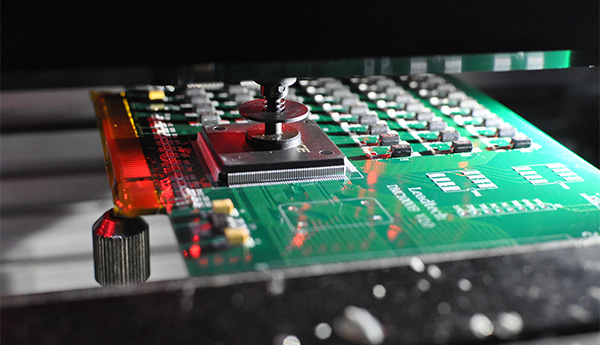
- X射線檢測:對于BGA、CSP等內(nèi)部焊點不可見的封裝元件,X射線可以穿透元件封裝,檢測內(nèi)部焊點的質量情況,如虛焊、橋接、氣孔等缺陷。
- LCR測試儀:用于高精度測量電容、電感及電阻等元件的參數(shù)值,特別適用于對元件精度要求高的應用場景。
- SPI(錫膏厚度檢測):在錫膏印刷后,對錫膏的厚度、面積和偏移量進行精確測量,確保錫膏印刷質量符合要求。

05 物料存儲與管理規(guī)范:保障物料流轉中的品質穩(wěn)定性
物料檢驗合格后,科學的存儲與管理是維持物料品質的關鍵環(huán)節(jié)。不當?shù)拇鎯l件可能導致原本合格的物料在存儲期間性能下降甚至失效。
存儲環(huán)境控制
- 溫濕度管控:倉庫應保持恒溫恒濕環(huán)境,溫度建議控制在18-28℃,相對濕度控制在40%-60%。對于濕度敏感元件(MSL等級≥2),需存放在防潮柜中,并將濕度控制在規(guī)定范圍內(nèi)。
- 防靜電措施:所有存儲區(qū)域應鋪設防靜電地板,貨架、周轉箱等設施需接地良好。操作人員需佩戴防靜電腕帶和手套,防止靜電放電損壞元件。
- 清潔度管理:倉庫應保持清潔無塵,避免灰塵顆粒附著在元件表面影響焊接質量。貨架和容器應定期清潔,防止積塵污染元件。
先進先出與可追溯性
嚴格執(zhí)行“先進先出”原則,避免物料長期積壓導致性能變化。建立完善的物料追溯系統(tǒng),對每一批次物料的來源、檢驗結果和應用產(chǎn)品進行全程記錄,確保任何質量問題可及時追溯和隔離。
系我們")
06 質量管控體系的建設:持續(xù)改進的質量文化
完善的物料檢驗不僅依賴于設備和流程,更需要建立全員參與的質量管控體系。
- 標準化檢驗制度:制定詳細的檢驗標準操作流程(SOP),明確每個檢驗環(huán)節(jié)的具體要求、檢驗方法和驗收標準。建立質量記錄和追溯體系,對每一批次物料的檢驗結果進行詳細記錄。
- 持續(xù)培訓機制:定期對檢驗人員進行專業(yè)知識培訓,包括SMT工藝知識、元件檢驗標準、檢測設備操作等。通過內(nèi)部技能競賽、經(jīng)驗交流等活動,提高檢驗人員的工作積極性和責任心。
- 設備維護與校準:定期對檢測設備進行維護和校準,確保設備處于最佳工作狀態(tài)。只有可靠的設備才能產(chǎn)生可靠的檢測數(shù)據(jù),為質量決策提供依據(jù)。
- 供應鏈協(xié)同:與供應商建立緊密的質量協(xié)作關系,定期共享質量數(shù)據(jù),共同改進和提升來料質量。對供應商進行定期評估和審核,確保供應鏈的質量穩(wěn)定性。
通過建立系統(tǒng)化的物料檢驗體系,SMT貼片加工企業(yè)能夠實現(xiàn)從源頭把控產(chǎn)品質量,為后續(xù)生產(chǎn)流程奠定堅實基礎。質量是制造出來的,但優(yōu)良的物料是制造優(yōu)質產(chǎn)品的前提。只有堅持嚴格的物料檢驗標準,才能在激烈的市場競爭中立于不敗之地。
1943科技作為專業(yè)的SMT貼片加工廠,始終將物料檢驗作為質量管理的核心環(huán)節(jié),通過完善的檢驗流程和先進的檢測設備,確保每一顆元器件都符合高品質要求,為客戶提供可靠的產(chǎn)品質量保障。

 2024-04-26
2024-04-26